
节能工程解决方案资深供应商
高温热水
制热制冷
热泵烘干
余热回收
服务咨询热线
137-0159-7080
大流量空压机被广泛应用于生物发酵行业,空压机在生产压缩空气的同时,会产生大量压缩热。结合发酵工艺对压缩空气指标的要求,选择合适的余热回收利用装置将空压机余热再用于生产、生活,可达到提高能源转换效率,降低动力运行成本的目的。亿家人作为国内大型空气能制造商,近年来一直积极推广使用空压机余热利用技术,并取得了良好的经济效益和社会效益。
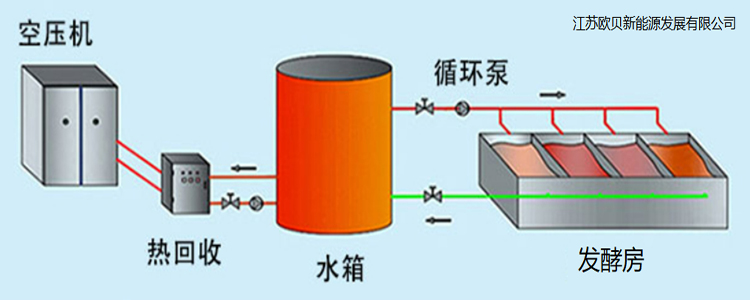
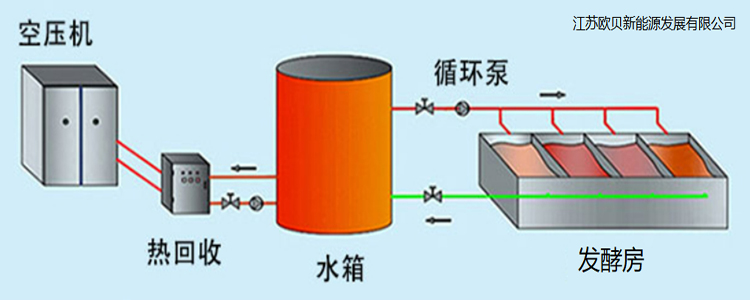
一、空压机余热回收系统组成
保温水箱、空压机余热换热器、水泵、管路及配件、控制系统(自动补水、定时加热、自动供水、自动回水、漏电保护等功能)组成。
二、空压机余热回收优点
1、零运行成本,空压机废热再次利用,几乎0电费用热水
2、低成本投入,全热回收,废热造热水,产热水量大,不耗能;
3、不受天气影响:只要空压机运行,即可供应热水;
4、使空压机"恒温工作",相当于给空压机做水冷工程;
5、延长空压机的“使用寿命” ,降低空压机的故障率;
5、提高空压机的“打气量" ,进行热水回收时,空压机的产气量约提升8%
7、延长空压机"消耗品”的更换周期。
三、空压机余热回收效率
空压机余热回收效率要根据两方面来计算。一是空压机工作时长,运行的时间越长,产生的热量也就越大,空压机余热回收效率也就越大。二是跟我们加热的水温有关,水温在30-40度,空压机余热回收效率可达80%;水温在50-60度,空压机余热回收效率在75%,水温越高效率越低。
四、项目概况
项目位于四川成都,目前有2台37KW和1台55KW的螺杆式空压机。要求将空压机余热回收用于蒸汽锅炉的余热和发酵房的加温。
回收温度按65度设计,回收效率按70%计算,每小时可以回收90KW。每天工作时间按12小时计算,每天回收热量为1080KW。每天可将18吨水温升50度。回收的热量一部分用于蒸汽锅炉的余热,一部分用于发酵房恒温(126平方,35-38度)。
空压机余热回收利用降低成本-有效利用了大量的废热,从而为企业节省了因使用电热、锅炉等所需的电费和燃油费,开创取热无需能量的新时代!
江苏欧贝新能源发展有限公司郑重声明,本站(www.cz-yjr.com)中凡标注来源为“江苏欧贝”的文章,其著作权皆归江苏欧贝新能源发展有限公司所有,盗版必究,请尊重原创的劳动成果。未经授权,禁止任何站点镜像、采集、或复制本站文字和图片内容,违者通过法律途径维权到底!

微信公众号

扫一扫,咨询客服
联系我们
服务咨询热线:
137-0159-7080(顾女士)
地址:常州市新北区通江中路工业园区